Reference LSA Drawing Number 23
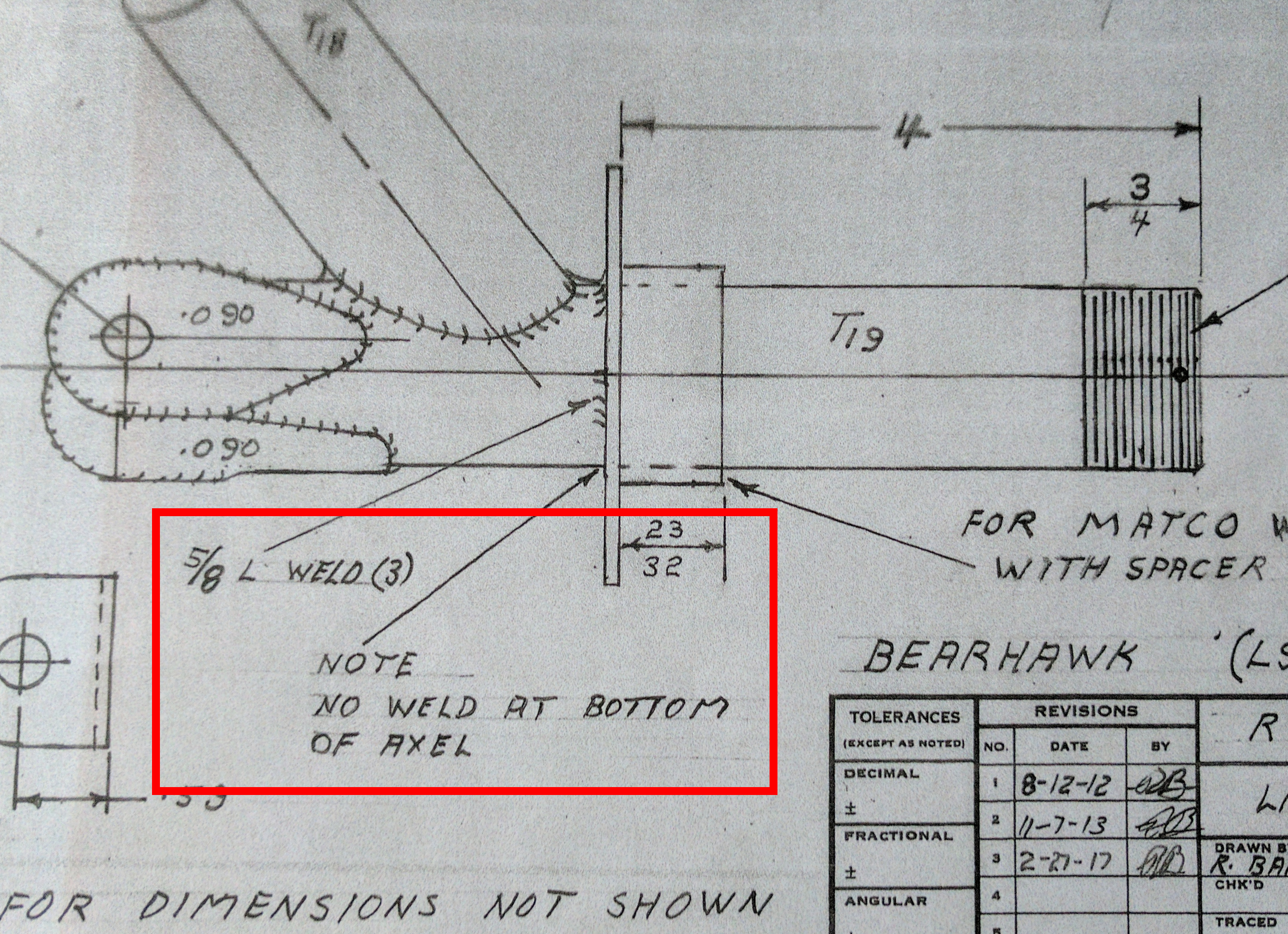
The welding of the 2 7/8 dia. x .100 brake caliper torque plate mounting disk has been improved, to reduce a stress concentration at the bottom of the axle.
Skip welding is now used instead of a continuous weld as has been done.
No failures have been reported, but a badly undercut weld at the bottom of the axle could cause a fatigue failure.
Keep a check on this area that no cracks form.
Plans have been modified beginning with serial number 183.